- Вы не вошли.
Объявления
#1 Янв. 13, 2013 11:27:10
- BigDEN
-

-

- Из: Москва
- Зарегистрирован: 2011-09-28
- Сообщения: 63
- Репутация:
 0
0 
- Профиль Отправить e-mail
требуется совет моделистов.
В общем дело такое : брал я у друга втомобильный бокс на крышу. катался домой с ним на родину.
И вот в последнюю поездку я его сломал(толи напихал в него много туговато он закрылся послений раз . толи еше что). По дороге в москву при обгоне фуры толи потоком воздуха толи еше чем оторвала верхнюю крышку с навесов. Другу то я новый куплю тут то понятно.
ВОт думаю как починить старый чтобы пользоваться им самому дальше(собирался покупать свой вот тперь “купил”).
Изнавально выгдяжнло это примерно так(в инете нашел свой не стал фоткать)

Вроде пишут что делают их из ABS пластика и можно спаять феном и ремонтными прутками.
но место нагруженое получается надо и усиливать както.
вот фотки пробемы






 .
.
Кто что посоветует?
И вот в последнюю поездку я его сломал(толи напихал в него много туговато он закрылся послений раз . толи еше что). По дороге в москву при обгоне фуры толи потоком воздуха толи еше чем оторвала верхнюю крышку с навесов. Другу то я новый куплю тут то понятно.
ВОт думаю как починить старый чтобы пользоваться им самому дальше(собирался покупать свой вот тперь “купил”).
Изнавально выгдяжнло это примерно так(в инете нашел свой не стал фоткать)
Вроде пишут что делают их из ABS пластика и можно спаять феном и ремонтными прутками.
но место нагруженое получается надо и усиливать както.
вот фотки пробемы
Кто что посоветует?
Офлайн
#2 Янв. 13, 2013 11:38:12
- jukov26
-

-

- Сергей
- Из: Ставрополь
- Зарегистрирован: 2011-11-19
- Сообщения: 5049
- Репутация:
8
- Профиль Отправить e-mail
требуется совет моделистов.
Спаять феном и ремонтными прутками,усилить полосой дюраля 1.5 - 2.0мм(с обеих сторон),заклепать.Так,чтобы тело петли заклепка стянула с усилением и крышкой.И для того ,чтобы не повторилось - страховочный ремень и надёжный замок.
….на истребители глушители не ставят….
….на истребители глушители не ставят….
Отредактировано jukov26 (Янв. 13, 2013 11:42:41)
Офлайн
#3 Янв. 13, 2013 11:40:55
- BigDEN
-
-
- Из: Москва
- Зарегистрирован: 2011-09-28
- Сообщения: 63
- Репутация:
0
- Профиль Отправить e-mail
требуется совет моделистов.
jukov26это первое что пришло в голову , единсвтенно тогда придеться срезать часть нижнего корпусва коруг навесов так как с полосой дюраля и заклепками он не закроется.
Спаять феном и ремонтными прутками,усилить полосой дюраля(с обеих сторон),заклепать.
и прутки для ремонта еше придется поискать. то что он из ABS платика предположение
а поповоду надежного замка, в том то и дело что замок то не открылся просто оторвало петли с дргуой стороны. с замком пришлось помучиться так как чуть повело и не открывался вобше
Отредактировано BigDEN (Янв. 13, 2013 11:47:04)
Офлайн
#4 Янв. 13, 2013 11:45:49
- jukov26
-
-
- Сергей
- Из: Ставрополь
- Зарегистрирован: 2011-11-19
- Сообщения: 5049
- Репутация:
8
- Профиль Отправить e-mail
требуется совет моделистов.
BigDENТочно.И полосу сверху.Под заклёпки шайбы вместо второй полосы.
срезать часть нижнего корпусва коруг навесов
….на истребители глушители не ставят….
Офлайн
#5 Янв. 13, 2013 11:52:31
- BigDEN
-
-
- Из: Москва
- Зарегистрирован: 2011-09-28
- Сообщения: 63
- Репутация:
0
- Профиль Отправить e-mail
требуется совет моделистов.
лишнее срезать не особо хочется потмоу как во все шели по дороге летить грязь и пыль.
ктонить с ABS пластиком работал? может стеклоткать и смолу?
ктонить с ABS пластиком работал? может стеклоткать и смолу?
Офлайн
#6 Янв. 13, 2013 12:38:35


требуется совет моделистов.
Мотоциклы иногда падают. Вот, представьте, лежит он на боку, вокруг рассыпаны обломки облицовки… Ваши действия?

Обычно байкер отправляется в магазин запчастей, узнает цену нового пластика, срок доставки - и в ужасе отправляется к продавцам б/у. Некоторым везет, и “хождение по мукам” на этом заканчивается. Но чаще, обойдя магазины и “разборки”, узнав цены и тарифы, байкер решается склеить обломки самостоятельно (если, конечно, догадался их собрать на месте аварии). Увы, .в большинстве случаев из этих попыток порукодельничать ничего толкового не выходит. Ведь то, что продается в ближайшем автомагазине с рекламой: “Клеит все!”, как правило, хорошо склеивает только испачканные этим составом пальцы. “Профессиональные” клеи требуют профессионального же к себе отношения, да и недешевы они. Когда очередная липкая масса продемонстрировала свою несостоятельность, и облицовка опять развалилась, байкер впадает в отчаяние. Остатки пластика выбрасывает, и мотоцикл превращается в Naked - обнаженный.
Жалко? Еще как! А ведь пластик можно было спасти. Как правило, облицовка изготовлена из термопластичной пластмассы. Это означает, что ее можно расплавить, а когда она застынет, к ней вернутся все ее прочностные свойства. Причем, расплавлять можно многократно.
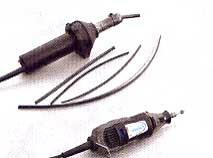
Аппарат для сварки пластика - тот же фен (на фото он вверху), рассчитанный на длительную работу. Температура воздуха регулируется в пределах 20-600'С. Поток воздуха -1-4 л/с. Обороты шпинделя бормашины (на снимке внизу) можно изменять от 3 до 10 тыс. об/мин. Пластиковые прутки припоя продаются в магазинах стройматериалов.
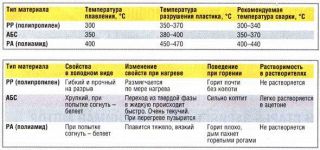
Облицовки мотоцикла изготавливают из разных типов пластмассы, припой должен быть из того же материала. Чаще всего встречаются РР (полипропилен), АБС и РА (полиамид). На Yamaha R1, Кб, Honda Fireblade, например, “морды” из АБС, а боковинки и нижняя часть, подверженные сильному нагреву, - из РА. Из РР не изготавливают ответственные и подвергающиеся высоким температурам детали. Из твердого и термоустойчивого РА еще делают бачки радиаторов системы охлаждения и различные подкладки, например, под башмак цепи.
Определить тип материала, который предстоит сварить, важно не только для правильного выбора припоя. Температуры плавления разных пластмасс - разные, предельные температуры, до которых их можно нагревать - тоже (см. таблицу). При перегреве они начинают кипеть или разлагаться, и сварочный шов получается пористым, с вкраплением продуктов разложения. О прочности такого шва можно и не мечтать. Если наоборот недогреть -материал не сварится, а как бы склеится -прочность шва опять-таки будет “не та”.
Из-за жестких рамок температурных режимов надежно сварить пластик обычным паяльником невозможно: температура его жала, как правило, гораздо выше нужной, и из-за этого на жале накапливаются продукты разложения пластмассы. Они неизбежно попадут в шов и снизят его прочность. Тогда воспользуйтесь специальным феном, разогревающим детали струей горячего воздуха.
Сварка происходит так. Первым делом в течение 10-15 минут прогревают фен, чтобы температура горячего воздуха стабилизировалась. А вы пока складывайте из обломков всю “картинку”. Их проще всего закрепить в нужном положении при помощи специальных струбцин-прищепок (как показано на фото). Вдоль будущего шва нужно очистить детали от краски -иначе она внедрится в шов и ухудшит его прочность. При сварке важно равномерно прогревать тонкий пластик и толстый пруток припоя. Если детали обтекателя будут нагреваться быстрее, место сварки провиснет, и получившуюся ямку будет трудно исправить.
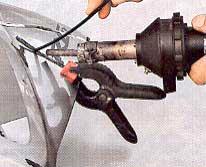
Перед сваркой куски пластика нужно закрепить, чтобы они не сдвинулись относительно друг друга. Удобнее всего это сделать подпружиненными струбцинами, похожими на большие и мощные бельевые прищепки. При сварке нужно наклонить пруток под углом 45° и придавливать его в сторону шва с усилием около двух килограммов. Поток горячего воздуха направлять больше в сторону прутка припоя.
Чтобы облегчить начальную стадию сварки, нужно заострить конец прутка. Скорость нагрева можно регулировать скоростью потока воздуха. При сварке нужно наклонить пруток под углом 45° и придавливать его в сторону шва с усилием около двух килограммов.
Когда сварка закончена и деталь остыла, шов зачищают. Плоские и выпуклые места проще всего опилить обычным напильником “по металлу”. Лучше взять новый -тот, которым металл ни разу не обрабатывали. Свежими режущими кромками пилить скользкую пластмассу гораздо легче. Для зачистки шва в углублениях понадобится бормашина с металлическими шарошками. Напильники и шарошки быстро забиваются, и их нужно периодически прочищать металлической щеткой. Если при опиливании вскроются дефекты шва, их нужно вырезать тонким бором и проварить это место заново.

Сварочный шов лучше зачищать с одной стороны - тогда он будет прочнее. Для чистовой обработки бормашиной можно пользоваться только тем, кто уже приобрел соответствующие навыки. Начинающим лучше воспользоваться напильником.
Перед покраской деталь должна иметь ровную и чистую поверхность, иначе маляру придется выравнивать ее шпаклевкой, а это уже не здорово: вдруг отскочит от вибрации? Зачищать шов лучше только снаружи. Шов, зачищенный лишь с одной стороны, будет прочнее. Я знаю байкера, умудрившегося разбить одну и ту же деталь облицовки пять (!) раз за сезон. И ни разу она не лопнула по сварочному шву.

Верхняя и нижняя половины “морды” готовы. Осталось их сварить.
А теперь - что почем. В продаже есть много различных фенов от $30 и дороже. У самых дешевых не больше двух фиксированных регулировок температуры подаваемого воздуха - они тяжелые и громоздкие. В профессиональных фенах существуют плавные регулировки температуры и скорости подаваемого воздуха, по размеру они чуть больше ладони и весят совсем немного. Правда, стоят прилично - $450-600. Профессиональная бормашина - $120. Плюс различные боры и шарошки от 60 до 200 рублей за штуку и прутки припоя. Покупать такой комплект есть смысл в том случае, если собираетесь заниматься ремонтом пластика профессионально или же если у вас и у ваших друзей накопилось достаточно битых обтекателей. Только тогда инструмент окупит себя. Если вы строите планы изготовления обтекателя собственной, ни на что не похожей конструкции, без такого “джентльменского набора” придется туго. Считаете - дороговато? Учтите, в мастерской такие работы тоже недешевы: сварка -$1,5-2 за 1 см шва, плюс покраска с подготовкой поверхности $70 за деталь. Общая сумма ремонта выходит в среднем около $100. Правда, ремонт происходит быстро, в простейших случаях - за день, а на заказ детали идут месяцами.
я поял паяльной станцией(воздухом) зачищать лучьше алмазным напильником и плоским большим,потом шкуркой.Абс-ка варится очень легко,если толщина большая то и борозду делать нужно большую и все обпаивать не в одну полоску.
Обычно байкер отправляется в магазин запчастей, узнает цену нового пластика, срок доставки - и в ужасе отправляется к продавцам б/у. Некоторым везет, и “хождение по мукам” на этом заканчивается. Но чаще, обойдя магазины и “разборки”, узнав цены и тарифы, байкер решается склеить обломки самостоятельно (если, конечно, догадался их собрать на месте аварии). Увы, .в большинстве случаев из этих попыток порукодельничать ничего толкового не выходит. Ведь то, что продается в ближайшем автомагазине с рекламой: “Клеит все!”, как правило, хорошо склеивает только испачканные этим составом пальцы. “Профессиональные” клеи требуют профессионального же к себе отношения, да и недешевы они. Когда очередная липкая масса продемонстрировала свою несостоятельность, и облицовка опять развалилась, байкер впадает в отчаяние. Остатки пластика выбрасывает, и мотоцикл превращается в Naked - обнаженный.
Жалко? Еще как! А ведь пластик можно было спасти. Как правило, облицовка изготовлена из термопластичной пластмассы. Это означает, что ее можно расплавить, а когда она застынет, к ней вернутся все ее прочностные свойства. Причем, расплавлять можно многократно.
Аппарат для сварки пластика - тот же фен (на фото он вверху), рассчитанный на длительную работу. Температура воздуха регулируется в пределах 20-600'С. Поток воздуха -1-4 л/с. Обороты шпинделя бормашины (на снимке внизу) можно изменять от 3 до 10 тыс. об/мин. Пластиковые прутки припоя продаются в магазинах стройматериалов.
Облицовки мотоцикла изготавливают из разных типов пластмассы, припой должен быть из того же материала. Чаще всего встречаются РР (полипропилен), АБС и РА (полиамид). На Yamaha R1, Кб, Honda Fireblade, например, “морды” из АБС, а боковинки и нижняя часть, подверженные сильному нагреву, - из РА. Из РР не изготавливают ответственные и подвергающиеся высоким температурам детали. Из твердого и термоустойчивого РА еще делают бачки радиаторов системы охлаждения и различные подкладки, например, под башмак цепи.
Определить тип материала, который предстоит сварить, важно не только для правильного выбора припоя. Температуры плавления разных пластмасс - разные, предельные температуры, до которых их можно нагревать - тоже (см. таблицу). При перегреве они начинают кипеть или разлагаться, и сварочный шов получается пористым, с вкраплением продуктов разложения. О прочности такого шва можно и не мечтать. Если наоборот недогреть -материал не сварится, а как бы склеится -прочность шва опять-таки будет “не та”.
Из-за жестких рамок температурных режимов надежно сварить пластик обычным паяльником невозможно: температура его жала, как правило, гораздо выше нужной, и из-за этого на жале накапливаются продукты разложения пластмассы. Они неизбежно попадут в шов и снизят его прочность. Тогда воспользуйтесь специальным феном, разогревающим детали струей горячего воздуха.
Сварка происходит так. Первым делом в течение 10-15 минут прогревают фен, чтобы температура горячего воздуха стабилизировалась. А вы пока складывайте из обломков всю “картинку”. Их проще всего закрепить в нужном положении при помощи специальных струбцин-прищепок (как показано на фото). Вдоль будущего шва нужно очистить детали от краски -иначе она внедрится в шов и ухудшит его прочность. При сварке важно равномерно прогревать тонкий пластик и толстый пруток припоя. Если детали обтекателя будут нагреваться быстрее, место сварки провиснет, и получившуюся ямку будет трудно исправить.
Перед сваркой куски пластика нужно закрепить, чтобы они не сдвинулись относительно друг друга. Удобнее всего это сделать подпружиненными струбцинами, похожими на большие и мощные бельевые прищепки. При сварке нужно наклонить пруток под углом 45° и придавливать его в сторону шва с усилием около двух килограммов. Поток горячего воздуха направлять больше в сторону прутка припоя.
Чтобы облегчить начальную стадию сварки, нужно заострить конец прутка. Скорость нагрева можно регулировать скоростью потока воздуха. При сварке нужно наклонить пруток под углом 45° и придавливать его в сторону шва с усилием около двух килограммов.
Когда сварка закончена и деталь остыла, шов зачищают. Плоские и выпуклые места проще всего опилить обычным напильником “по металлу”. Лучше взять новый -тот, которым металл ни разу не обрабатывали. Свежими режущими кромками пилить скользкую пластмассу гораздо легче. Для зачистки шва в углублениях понадобится бормашина с металлическими шарошками. Напильники и шарошки быстро забиваются, и их нужно периодически прочищать металлической щеткой. Если при опиливании вскроются дефекты шва, их нужно вырезать тонким бором и проварить это место заново.
Сварочный шов лучше зачищать с одной стороны - тогда он будет прочнее. Для чистовой обработки бормашиной можно пользоваться только тем, кто уже приобрел соответствующие навыки. Начинающим лучше воспользоваться напильником.
Перед покраской деталь должна иметь ровную и чистую поверхность, иначе маляру придется выравнивать ее шпаклевкой, а это уже не здорово: вдруг отскочит от вибрации? Зачищать шов лучше только снаружи. Шов, зачищенный лишь с одной стороны, будет прочнее. Я знаю байкера, умудрившегося разбить одну и ту же деталь облицовки пять (!) раз за сезон. И ни разу она не лопнула по сварочному шву.
Верхняя и нижняя половины “морды” готовы. Осталось их сварить.
А теперь - что почем. В продаже есть много различных фенов от $30 и дороже. У самых дешевых не больше двух фиксированных регулировок температуры подаваемого воздуха - они тяжелые и громоздкие. В профессиональных фенах существуют плавные регулировки температуры и скорости подаваемого воздуха, по размеру они чуть больше ладони и весят совсем немного. Правда, стоят прилично - $450-600. Профессиональная бормашина - $120. Плюс различные боры и шарошки от 60 до 200 рублей за штуку и прутки припоя. Покупать такой комплект есть смысл в том случае, если собираетесь заниматься ремонтом пластика профессионально или же если у вас и у ваших друзей накопилось достаточно битых обтекателей. Только тогда инструмент окупит себя. Если вы строите планы изготовления обтекателя собственной, ни на что не похожей конструкции, без такого “джентльменского набора” придется туго. Считаете - дороговато? Учтите, в мастерской такие работы тоже недешевы: сварка -$1,5-2 за 1 см шва, плюс покраска с подготовкой поверхности $70 за деталь. Общая сумма ремонта выходит в среднем около $100. Правда, ремонт происходит быстро, в простейших случаях - за день, а на заказ детали идут месяцами.
я поял паяльной станцией(воздухом) зачищать лучьше алмазным напильником и плоским большим,потом шкуркой.Абс-ка варится очень легко,если толщина большая то и борозду делать нужно большую и все обпаивать не в одну полоску.
Офлайн
#7 Янв. 13, 2013 12:39:41
требуется совет моделистов.
Впаивать типа сетке не в коем случае,если в том же месте придется заного перепаивать то намучаешься с этой сеткой
Офлайн
#8 Янв. 13, 2013 12:41:46
требуется совет моделистов.
Есть еще специальный припой,при пайке он прям растекается по пластику,и по истечению некоторого времени он затвердивает.У меня был один пруток,но где достать еще такой не предстовляю возможным.
Офлайн
#9 Янв. 13, 2013 12:47:54
требуется совет моделистов.
Паять самому не рекомендую,край толком хорошо не сделаешь,а от неко в основном и начинается новая трещина.Я вот люблю паять тонкими прутками потому как они становятся как жижа,но в одно место приходится по 3 прутка минимум,но зато место спайки намного крепче.Помню как то спаивал бампер из большого количества кусочков,досих пор ездиет и не трескается.Самое главное чтобы не где небыло всяких натяжений и напруг на пластик.
Офлайн
#10 Янв. 13, 2013 14:25:56
- BigDEN
-
-
- Из: Москва
- Зарегистрирован: 2011-09-28
- Сообщения: 63
- Репутация:
0
- Профиль Отправить e-mail
требуется совет моделистов.
Eraserну кроме самому больше некому так что придеся учиться. надо только на каких нить кошечках попрактиковаться.
Паять самому не рекомендую,край толком хорошо не сделаешь,а от неко в основном и начинается новая трещина.
шас на балконе холодно, будет ждать потепление.
дремель есть паяльная станция тоже
Паяльной станции хватает для нагрева? они вроде не сильно мошные посровнению с феном
Отредактировано BigDEN (Янв. 13, 2013 15:11:14)
Офлайн
#11 Янв. 13, 2013 16:43:00
требуется совет моделистов.
Конечно хватает,Феном строительным это не то.Самое главное не пережечь пластик,станет как труха.
Насчет дремеля не знаю,окуратней напильником но дольше
Насчет дремеля не знаю,окуратней напильником но дольше
Офлайн
Друзья сайта
- www.vipatovo.ru - Ипатовский информационный портал
- www.rc-box.ru - Красноярский форум моделистов.